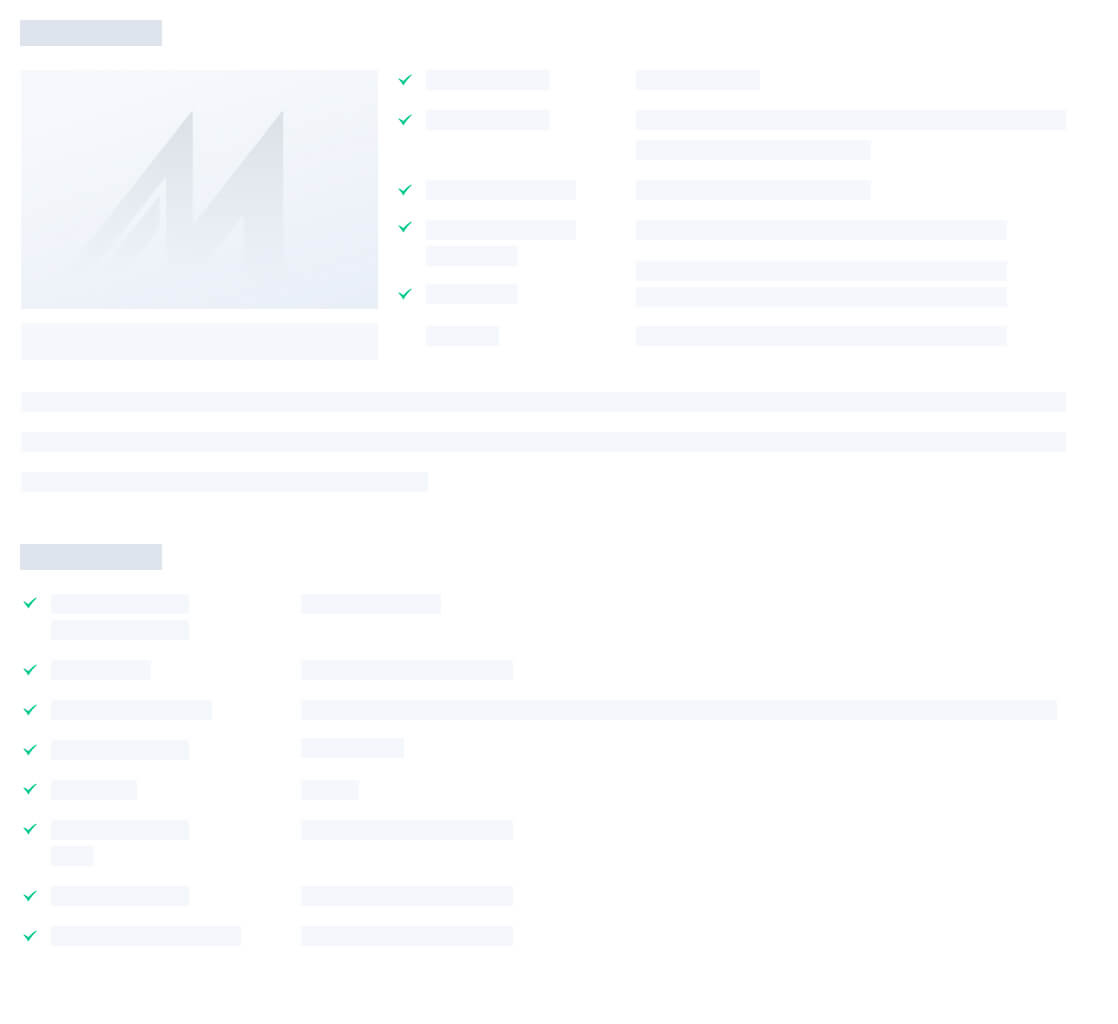
Linha de montagem da banheira para máquina de lavar louça pela tecnologia Wuxi ido Esquema da linha Notas: 1.ciclo: ≤ 25S/p 2. Espaço necessário: 43*13 m Lista de máquinas de toda a linha
| No |
Nome da máquina |
Q'ty |
| ST1.1 |
Rebitar o braço de pulverização do suporte na superfície plana lateral traseira |
1 conjunto |
| ST1.2 |
Rebitar o braço de pulverização do suporte na cobertura superior |
1 conjunto |
| ST2.1 |
Linha de forno de isolamento plano lateral traseiro (com torre de refrigeração) |
1 conjunto |
| ST2.2 |
Linha de forno de isolamento de cobertura inferior e superior (com torre de refrigeração) |
1 conjunto |
| ST3 |
Dobra em U do lado posterior plano |
1 conjunto |
| ST4 |
Dispensação por fusão a quente na tampa superior e no fundo |
1 conjunto |
| ST5 |
Estrutura mecânica do rolo: Parte inferior/superior com parte lateral traseira |
1 conjunto |
| ST6 |
Flanging |
2 definido |
| ST7.1 |
Remoção de sujidade (suporte de vedação) |
1 conjunto |
| ST7.2 |
Formação (suporte de vedação) |
1 conjunto |
| ST7.3 |
Corte (suporte de vedação) |
1 conjunto |
| ST7.4 |
Flexão (suporte de vedação) |
1 conjunto |
| ST7.5 |
Corte de entalhe (suporte de vedação) |
1 conjunto |
| ST7.6 |
Suporte de vedação de rebite com Banheira |
1 conjunto |
| ST8.1 |
Placa de dobradiça de rebite com suporte de vedação |
1 conjunto |
| ST8.2 |
Carregamento do reforço da estrutura |
1 conjunto |
| ST8.3 |
Reforço da estrutura de fixação com Banheira |
1 conjunto |
| ST8.4 |
Inclinação do canto |
1 conjunto |
| ST9 |
Transportador de rolos |
1 conjunto |
Detalhes da máquina ST1: Inclinação 1. O funcionamento em rebitagem é accionado pelo cilindro eléctrico servo. 2. Escolha FERRAMENTAS de rebitagem TOX. recomenda-se a utilização de ferramentas de revestimento de 3.4 mm. O modelo específico deve ser determinado de acordo com o relatório de ensaio do material fornecido pela TOX. 4. A matriz de aplicação de clínquer deve ser aplicada com óleo. 5. Os trilhos e os deslizadores de guia são todos projetados com sistema de lubrificação automática. ST3: Dobra em U do lado posterior plano 1. Use a correia transportadora para enviar o lado de trás plano para o equipamento de flexão. 2. O mecanismo de flexão é accionado pelo cilindro eléctrico para se deslocar para baixo para completar a flexão. 3. Use o robô para segurar o produto e entrar na próxima estação de pré-montagem. 4. Para ser compatível com os modelos de 710 mm e 630 mm, é necessário substituir manualmente as peças correspondentes do mecanismo de posicionamento intermédio. ST4: Dispensação e pré-montagem de fusão a quente 1. Utilize a transferência para carregar a parte superior e inferior para a posição de carregamento; 2. A linha do transportador desloca-se horizontalmente para a direita para trabalhos de dispensação por fusão a quente; 3. Use o sistema profissional de suprimento de material termofusível de um componente para realizar a distribuição da curva pelo robô. 4. Por último, os produtos qualificados estarão na posição de descarga/pré-montagem, a ser tomados por um robô. ST5: Enquadramento do rolo 1. Use o servo completo para acionar os rolos. 2. A matriz de suporte interno foi concebida de acordo com o produto real. 3. Configure a mão do robô para realizar o carregamento e descarregamento automáticos. 4. Tempo de ciclo da máquina independente ≤ 15 s. 5. Para ser compatível com os modelos de 710 mm e 630 mm, é necessário substituir manualmente as peças correspondentes do mecanismo de posicionamento intermédio. 1. Estrutura da máquina fundida, que pode garantir a estabilidade geral do equipamento e não deformação após uma utilização prolongada. 2. A parte superior e inferior estão posicionadas dentro da máquina, portanto não há necessidade de ajustar as ferramentas de pré-montagem. 3. UM mecanismo de posicionamento para o atador foi concebido para garantir a estabilidade durante o processo de enquadramento e garantir que a junta de enquadramento do atador e superior e inferior e do atador estão alinhadas e que o desalinhamento esquerdo e direito não excede 1 mm. 4. Use o molde da esteira para controlar a ação dos rolos, com efeito de seaming estável, e a taxa de passagem pode ser de 99.5%. 5. Utilização de 10 rolos para seaming, com maior eficiência e tempo de ciclo mais curto. 6. Bloco central móvel e deslizante, não é fácil de obter riscos na superfície do produto durante o carregamento e descarregamento. 7. A largura do bloco central pode ser ajustada pelo servo, o que contribui para a produção de variantes. ST6: Flanging 1. O sistema hidráulico aciona o módulo de suporte do meio para se expandir para fora. 2. O mecanismo de posicionamento externo é acionado hidraulicamente para se mover para dentro. 3. Os materiais auto-lubrificantes são utilizados para as partes do mecanismo-guia. 4. Ciclo de tempo da máquina de flange: ≤ 10s. 5. Para produzir modelos de 710 mm e 630 mm, são necessárias duas máquinas de flange. ST7: Linha de formação do suporte de estanqueidade 1. O material de entrada da estrutura de vedação está em estado de bobina, pelo que será preparado um decoiler. 2. A máquina de formação completa a formação da forma da estrutura selada. 3. Como a máquina de corte precisa ser compatível com os modelos de 710 mm e 630 mm, a parte inferior precisa ser acionada por um servomotor. 4. Para a acção de dobragem, devido à diferença entre os dois modelos, o mecanismo de posicionamento também tem de ser ajustado por um servomotor. 5. O mecanismo de corte tem de ser accionado pneumaticamente. ST7: Suporte de vedação a rebitar 1. A operação de rebitagem é acionada por um cilindro elétrico servo para realizar a produção comum dos modelos de 710 mm e 630 mm. 2. Escolha FERRAMENTAS de rebitagem TOX. são recomendadas ferramentas de cliching de 3,5 mm. O modelo específico deve ser determinado de acordo com o relatório de ensaio do material fornecido pela TOX. 4. A matriz de aplicação de clínquer deve ser aplicada com óleo. 5. Os trilhos e os deslizadores de guia são todos projetados com sistema de lubrificação automática. ST8: Reforço da estrutura em cimento ST8.1: A placa da dobradiça de inclinação (esquerda/direita) com a banheira é obtida através de 2 cilindros servo elétricos com ferramentas de rebitagem DE 6 mm A X. ST8.2: Coloque manualmente 3 peças na linha do transportador na direção especificada, para ser agarrada pelo robô na máquina de rebagem. ST8.3: Uma banheira é agarrada pelo robô e colocada na posição de rebitagem, 3 reforços são agarrados pelo robô e colocados na máquina de rebitagem, para terminar o rebitamento de reforços de quadro com banheira. ST8.4: Inclinação em curva dos reforços da estrutura, com carga e descarga por robôs. ST8: Reforço da estrutura em cimento 1. A operação de rebitagem é acionada pelo servomotor para realizar a produção comum dos modelos de 710 mm e 630 mm. 2. Escolha FERRAMENTAS de rebitagem TOX. são recomendadas ferramentas de fixação de 3,6mm. O modelo específico deve ser determinado de acordo com o relatório de ensaio do material fornecido pela TOX. 4. A matriz de aplicação de clínquer deve ser aplicada com óleo. 5. Os trilhos e os deslizadores de guia são todos projetados com sistema de lubrificação automática. Componentes comerciais
| No |
Nome |
Marca |
| 1 |
servomotor |
Mitsubishi ou Siemens |
| 2 |
Motor de engrenagem |
COSTURAR ou Siemens |
| 3 |
motor assíncrono trifásico |
Siemens |
| 4 |
Ecrã de toque |
Mitsubishi ou Siemens |
| 5 |
PLC |
Mitsubishi ou Siemens |
| 6 |
Componente pneumático |
SMC ou FESTO |
| 7 |
Componente hidráulico |
REXROTH |
| 8 |
Componente de dispensação de cola |
Graco ou Nordson |
| 9 |
Interruptor indutivo |
Omron ou DOENTE ou Keyence |
| 10 |
Calha guia e calhas |
HIWIN ou THK |
| 11 |
Rolamentos |
NSK |
| 12 |
Grelha ótica |
DOENTE |
| 13 |
Robô |
ABB ou KUKA |


")